

提供高品質(zhì)鋁加工產(chǎn)品
Provide high-quality aluminum processing products
沖孔模具
快裝導(dǎo)套的使用


模具研磨
請勿讓刃口完全磨損才去研磨模具,因為刃口鈍化越嚴(yán)重,模具每次沖切時所需的沖壓力就 越大,這樣會讓模具壽命大打折扣。
較好的研磨時機
1、以毛刺的高度座位基準(zhǔn)來決定模具的研磨周期是較直觀妥當(dāng)?shù)姆椒ǎ谈叨仍?. 05-0. 1mm時刀具需要研磨。
2、按時間計算結(jié)合工廠的實際情況,沖2. 0mm以下的板材,常用的方刀每2周至少研磨一次。
3、當(dāng)模具刃口缺損、模具前段鐵粉溶結(jié)、下模崩裂、跳料等情況下要研磨。
研磨的較好的方法
使用通用磨床時,研磨的基礎(chǔ)是平行、垂直、直角。
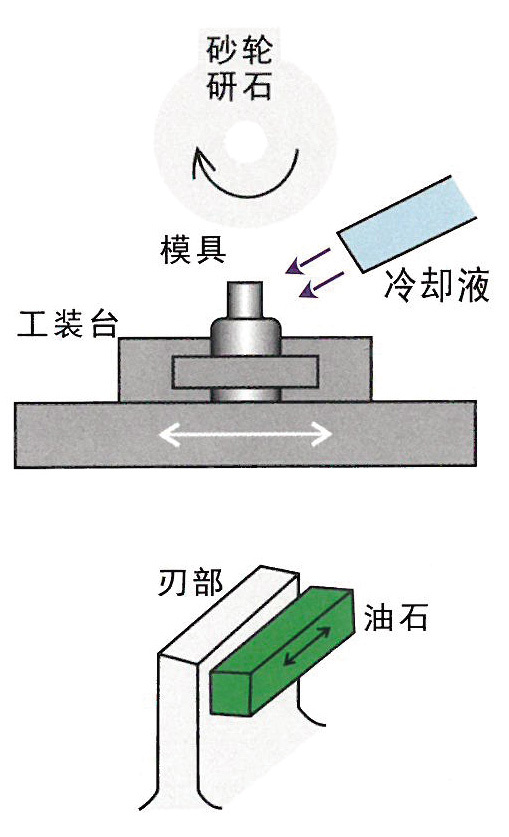
1、為防止造成燒模,請一邊用研磨液冷卻,一邊進行研磨。
2、研磨進刀量盡可能減少,每次進刀在0. 02-0. 03mm之間。
3、研磨方向請于長邊平行,防止造成燒模。
4、為了提高表面光滑度,研磨進刀量為零時,進行2-3次空轉(zhuǎn)。
5、選用適當(dāng)?shù)纳拜啠6?0,中軟適應(yīng)。
6、由于研磨有研磨毛刺,請用油石清除。
7、加工鐵板,研磨后一定要用消磁器消磁及打潤滑油,防止吸料。
模具的研磨量
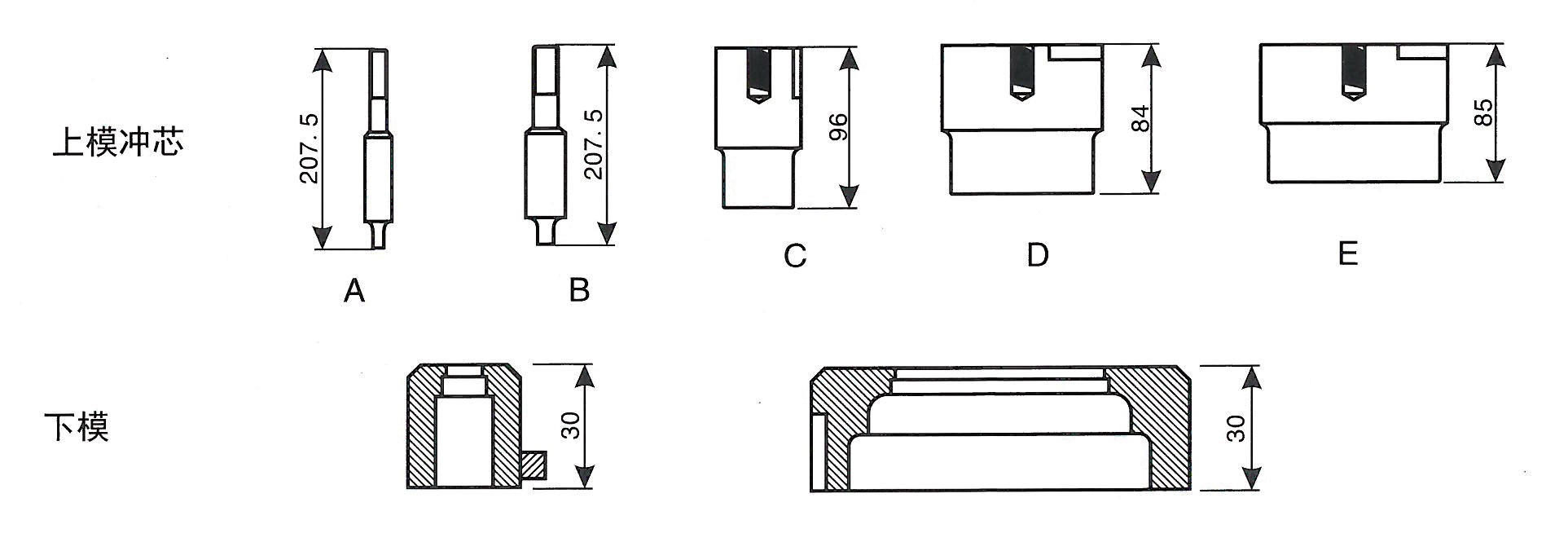
(搭配標(biāo)準(zhǔn)彈簧和導(dǎo)套)的研磨量標(biāo)準(zhǔn):上模研磨3mm,下模研磨2mm
(搭配快裝彈簧/快裝導(dǎo)套)的研磨量標(biāo)準(zhǔn):上模研磨6mm,下模研磨2mm
設(shè)備交貨期限:3-5天
我們對客戶的承諾:
1、我們集團旗下生產(chǎn)的“華龍”牌激光切割機、激光焊接機、機械模具均達到國內(nèi)同類設(shè)備先進標(biāo)準(zhǔn)。包安裝、包調(diào)試、包培訓(xùn)等及一攬子售后服務(wù)。試用期內(nèi)如用戶不滿意,我們包換包退。
2、客戶的需求就是我們的動力,客戶的意見就是我們的責(zé)任,客戶放心我們就開心,只有客戶滿意才是我們的本心。
3、交易做不成是我們的錯,交易做成了是您豁達的選擇,成與不成我們都感謝您的光顧!
24小時熱線:15617680865
關(guān)鍵詞:鋁卷、開平板、鋁單板